Технология восстановления коленвала
Технология восстановления коленвала
|
|
В технологическом процессе предусматривается закалка шеек коленчатых валов ТВЧ в кольцевых индукторах. Сложность геометрии вала, наличие кривошипов и щек предопределяли необходимость изготовления индукторов из двух половин, которые после их установки на шейку вала замыкались. При такой конструкции индуктора очень трудно обеспечить необходимую равномерную ширину и глубину закаленного слоя из-за невозможности обеспечить хороший электрический контакт по всей площади разъема индуктора и магнитной асимметрии, вызванной различными массами щек по окружности шеек, которые соответственно создают различные магнитные сопротивления магнитному молю индуктора. Разъем индуктора и асимметрия магнитного поля вызывают неравномерную ширину и глубину закаленного слоя. И результате ширина закаленного слоя шеек нередко колеблется до 10—15 мм. Неравномерность нагрева в сочетании с неравномерностью охлаждения, обусловленной падением душевых струй В одни и те же точки на поверхности шеек, вызывает образование закалочных микротрещин, особенно при засорах нескольких рядом расположенных спрейерных отверстий на индукторе. Эти же причины усугубляют и образование закалочных микротрещин на кромках масляных каналов, которые значительно снижают усталостную прочность вала. Разработка и внедрение установок для закалки способом растушевки с вращением вала в значительной степени устранило неравномерность нагрева и охлаждения, ликвидировало условия для образования микротрещин, уменьшило неравномерность ширины закаленной зоны. Недостаток разъемных кольцевых индукторов — трудность регулирования интенсивности нагрева по длине шейки, невозможность регулирования температуры на отдельных ее элементах. Лучшее решение дало применение петлевых секторных индукторов, охватывающих часть окружности шейки вала. Такая конструкция индуктора, снабженного спрейерами, позволяет в широких пределах регулировать интенсивность нагрева на отдельных элементах шеек. Достигается это изменением соотношения его ширины и длины, сечения меди отдельных сторон петли, а также применением пакетов магнитопроводов.
|
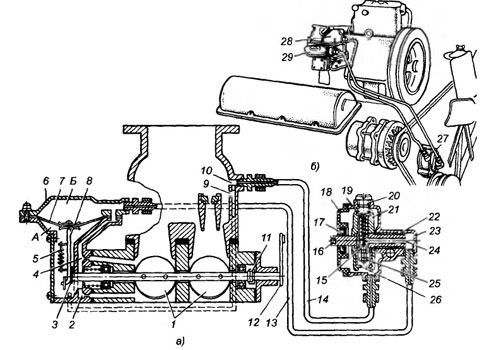
Ограничитель максимальной частоты
|
Эти свойства петлевых секторных индукторов позволили устранить перегрев кромок масляных каналов и неравномерность их температуры, отказаться от их экранировки медными пробками, а также уменьшить неравномерность ширины слоя до 1 мм. Зазор между шейкой и индуктором поддерживается с помощью роликов или твердосплавных опор. Закалка шеек способом растушевки с применением односторонне расположенных петлевых индукторов, охватывающих часть поверхности при вращающейся детали, обеспечило равномерный нагрев по всей шейке, повысило качество коленчатых валов. Улучшение качественных показателей, определенных на опытных партиях коленчатых валов из сталей 50Г-СШ и 50ХФА, закаленных на установках с петлевыми индукторами, характеризуется практически полной ликвидацией микротрещин на кромках масляных каналов при аннулировании их экранировки, уменьшением дефектов на шейках в зоне разъема штампа в 4 раза, уменьшением шлифовочных микротрещин на шейках в 7 раз. Снижение различного рода микротрещин объясняется прежде всего уменьшением остаточных внутренних закалочных напряжений.
Способ растушевки позволяет калить шейки вала с выходом закаленного слоя на галтель. Таким способом закаливалась партия коленчатых валов из стали 50Г-СШ в нормализованном состоянии. Испытания показали, что предел их выносливости увеличивается до 60%. Однако при шлифовании шеек с закаленными галтелями, в связи с тяжелыми условиями работы абразивного круга наблюдаются прижоги и трещины, повышение шероховатости поверхности галтелей и торцов. Поэтому необходимы дальнейшие исследования и отработка технологии шлифования, в частности применение кругов прерывистого шлифования и т. д.
Выбор правильного способа охлаждения в процессе закалки определяет прокаливаемость и, следовательно, степень использования прочностных свойств металла, применяемого для данной детали. В связи с этим при переходе в изготовлении деталей углеродистых сталей к легированным необходимо тщательно исследовать, обеспечивается ли надлежащая прокаливаемость и нет ли резервов, которые можно реализовать улучшением процесса охлаждения при закалке. Улучшение процесса охлаждения определятся выбором не только рационального для данной детали способа, но и самой охлаждающей среды. Традиционные закалочные среды — вода и индустриальное масло во многих случаях не обеспечивают оптимальных скоростей охлаждения с целью получения оптимальных прочностных свойств деталей, определяемых прокаливаемостью, твердостью и величиной остаточных напряжений. Разница в охлаждающих свойствах масла и воды слишком велика, ее невозможно ликвидировать выбором способа охлаждения и регулированием интенсивности циркуляции закалочной среды. Правда, за последние годы этот недостаток устраняется применением водных растворов неорганических и химических веществ. Для поверхностной закалки с душевым охлаждением коленчатых валов и других деталей из легированных к и успешно используется созданная на ЯМЗ полимерная закалочная среда ЗСП-1. Физическая сущность регулирования скорости охлаждения в таких закалочных средах заключается в образовании вокруг нагретой детали слоя полимера, обладающего по сравнению с водой лучшими физико-химическими свойствами, обеспечивающими более мягкое, равномерное охлаждение и закалку без мягких пятен. Образуемая на поверхности закаливаемой детали пленка полимера по мере охлаждения частично вновь растворяется. Скорость охлаждения регулируется изменениями концентрации раствора. Особое значение полимерные закалочные среды имеют для расширения области применения поверхностей закалки ТВЧ деталей из легированных марок сталей, для которых нельзя применять воду вследствие трещинообразования.
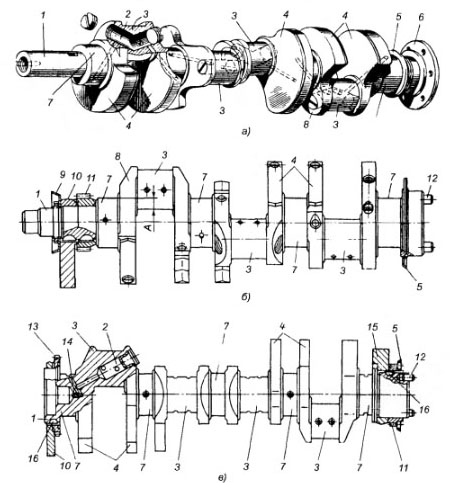
Восстановление коленчатого вала.
Замена индустриального масла жидкостью ЗСП-1 при закалке коленчатых валов двенадцатицилиндровых двигателей из стали 60ХФА обеспечила повышение износостойкости за счет увеличения твердости после закалки с НRС 60—61 до НRС 63—64, а применение вращения вала при закалке шеек снизило величины коробления . Одновременно достигнуто снижение растягивающих остаточных напряжений при закалке, что проявилось в повышении изгибной усталостной прочности на 9% и крутильной усталости на 40%.
Закалка ТВЧ повышает твердость, а следовательно, и износостойкость шеек коленчатого вала. Однако при обычно применяемой технологии закаленная зона на шейках расположена на расстоянии 8-10 мм от щеек, а галтели, являясь концентраторами напряжений, остаются незакаленными. Поэтому усталостные разрушения в зоне галтелей — одна из причин поломок коленчатых валов.
С целью повышения усталостной прочности коленчатые валы шести- и восьмицилиндровых двигателей на ЯМЗ упрочняют методом пластического деформирования путем обкатки галтелей роликами. Упрочнение осуществляется на специальных полуавтоматических станках фирмы «Хегеншайдт», где одновременно обкатываются все галтели коренных и шатунных шеек за один цикл работы станка
По рекомендации фирмы упрочнение должно быть завершающей операцией технологического процесса и производиться на полностью обработанной детали. Такая технология и была заложена при создании специального станка. Однако уже при первом испытании станка выявилось, что большинство валов после операции обкатки получало деформации, выходящие за пределы допуска чертежа (после обкатки биение коренных шеек достигло на некоторых валах 0,2 мм при допуске 0,03 мм). Исследования, проведенные с целью установления влияния усилия и времени обкатки на величину и направление деформации, не выявили какой-либо закономерности. Это дало Основания считать, что избежать деформации детали не представляется возможным, так как полученные поводки являются следствием уплотнения наружных поверхностных слоев металла в зоне галтели. Устранение биения вала за счет введения правки исключалось, так как при этом возможно некоторое снижение усталостной прочности коленчатых валов. Известны методы, когда упрочнение галтелей производится перед окончательным шлифованием шеек, для чего галтели поднутряются в тело вала, и окончательное шлифование шеек выполняется после упрочнения галтелей. Однако такая технология требовала перестройки процесса и введения дополнительных специальных высокоточных станков для протачивания поднутренных галтелей. С целью использования имеющегося оборудования поточной линии разработан технологический процесс, предусматривающий поднутрение галтелей только на коренных шейках, одновременную обкатку всех коренных и шатунных шеек с последующим окончательным шлифованием только коренных шеек.
Восстановление коленчатого вала.
Принципиальное отличие данной технологии заключается в том, что профилирование поднутренных галтелей производится не токарной обработкой, а шлифованием одновременно с предварительным шлифованием коренных шеек. Технологический маршрут обработки шеек вала, включающий подготовительные (перед обкаткой) и завершающие операции по изготовлению вала, имеет следующие операции:
1 — предварительное шлифование торцов коренных шеек;
2 — получистовое шлифование коренных шеек С одновременным профилированием поднутренных галтелей;
3 — чистовое шлифование шатунных шеек и галтелей;
4 — шлифование хвостовика переднего конца вала под фальшгалтель и стяжной хомут;
5 — обкатывание;
6 — окончательное шлифование коренных шеек;
7 — суперфиниширование и полирование коренных и шатунных шеек.