
Форма и размеры центровых отверстий
Форма и размеры центровых отверстий
Форма и размеры центровых отверстий. Наиболее употребительная форма центровых отверстий показана на рис. а. В центровом отверстии, изображенном на рис., кроме рабочего конуса с углом при вершине 60°, имеется дополнительный конус с углом 120°, который служит для защиты рабочего конуса от забоин (при случайных ударах) и называется поэтому предохранительным.
Очень важно, чтобы угол при вершине рабочего конуса был равен 60э. Если этот угол не равен 60°, а центр станка прошлифован правильно и имеет угол при вершине 60°, соприкосновение отверстия и центра будет происходить не по поверхности конуса 60°, а по узкой полоске, в связи с чем неизбежны быстрый износ центрового отверстия, отклонение положения детали от правильного и часто брак ее.
Цилиндрическая часть центрового отверстия в торце детали, обращенном к задней бабке, заполняется густой смазкой. Во время работы станка густой смазкой.
Размеры центровых отверстий не должны быть слишком малы, так как такие отверстия быстро срабатываются; точность установки на центры при этом уменьшается.

Общий вид закрепления детали в центрах.
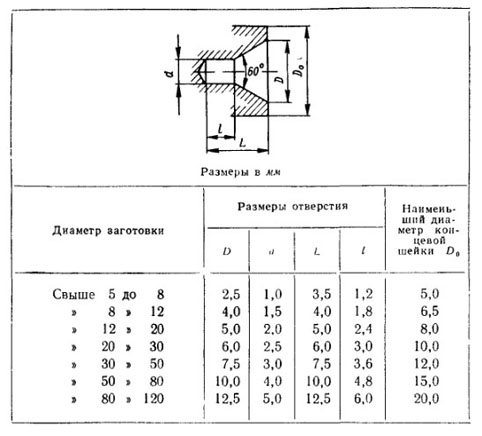
Центры станка в этом случае также быстро изнашиваются. Слишком большие центровые отверстия портят внешний вид детали. В табл. 3 даны размеры центровых отверстий, проверенные на практике.

Центровые отверстия; обыкновенные (а); с предохранительным конусом (б).
Так, например, при изготовлении вала из проката диаметром 25 мм размеры центровых отверстий следует брать по 4-й строке табл. 3.
При пользовании таблицей необходимо руководствоваться следующими правилами:
1) центровые отверстия должны иметь одинаковые размеры в обоих торцах вала даже в том случае, если диаметры концевых шеек вала различны;
2) при легкой работе часто оказывается возможным принять размеры центровых отверстий ближайшие меньшие к предусмотренным таблицей для данного диаметра заготовки и, наоборот, при очень тяжелой работе — ближайшие большие.